These heaters might offer help. They make handy items. No matter what the obstacle, they execute. These come in a wide variety of forms, each with a specific purpose. They are thus very flexible. Gelan heaters are also good for the earth. They make great use of their energy. In other words, less waste. As such, oil and gas companies should make their decision. Gelan heaters are reliable and robust. They contribute to eco preservation and industrial safety. They’re a smart pick if your company needs lighting heaters

A fired heater is a tool that heats liquids. It is used in factories. It has metal tubes. Burners may be found below. Grates are used to burn fuel, such as oil and gas. This generates heat. Heat passes through the tubes. It heats below the earth. The contents of the tube may even become rather heated.
The heat is retained by the metal tubes. The liquid is heated by the radiation the tubes emit. You have to heat the liquid. Hot liquids are used by many businesses. Plants that treat chemicals, oil, or gas often use fired heaters. They are vital.
Ventilation systems are one part of burning heating parts. The air is guided by fans. In the air, the gasoline burns more efficiently. Increased airflow results in better-burning performance. Smoke is produced when anything burns. Smoke is pushed away by a stack. It is like a large chimney at first glance. The air is purified inside.
Fire heaters are equipped with controls. Focus on safety by using controls. They changed the temperature. One usually doesn’t want too much heat. Nothing can function without power. Fireplaces are pretty helpful. They hurry the process of heating. They last a long time and are dependable and sturdy. They are necessary for manufacturers to properly heat liquids.
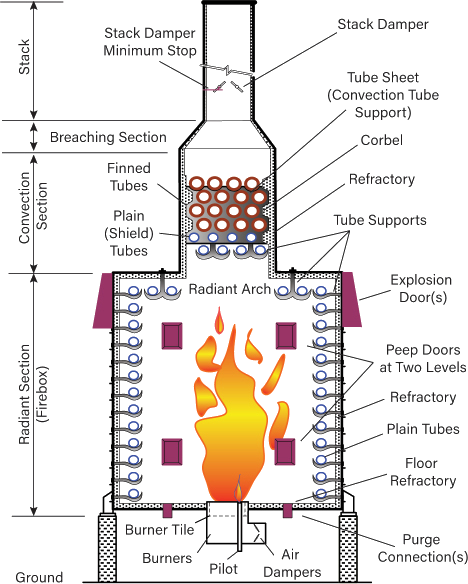
Combustion Chamber: Fired heaters contain a combustion chamber where fuel (such as natural gas, oil, or other hydrocarbons) is burned to produce heat. Efficient fuel combustion is critical for optimal performance.
Heat Transfer Mechanism: These heaters use direct heat transfer by radiation and convection. Radiation tubes absorb heat directly from the flame, while convection tubes capture heat from hot gases.
Fuel Flexibility: Fired heaters can use various types of fuels, including natural gas, refinery gas, fuel oil, or mixed fuels, offering flexibility based on fuel availability and cost.
Temperature Control: These heaters have precise temperature control systems that regulate heat to avoid overheating or underheating of the processed fluid.
Insulation and Refractory: The combustion chamber is lined with insulating materials and refractory to minimize heat loss and protect the structure from high temperatures.
Draft System: Fired heaters can have natural or forced draft systems to manage airflow, enhancing combustion efficiency and controlling flue gases.
Safety Systems: They include safety features such as flame arrestors, pressure relief valves, and emergency shutdown systems to handle any combustion risks.
Stack and Emission Control: Emissions are released through a stack, which may include emission control devices to reduce pollutants like NOx, SOx, and CO2.
Thermal Efficiency: Many fired heaters are designed for high thermal efficiency, with some systems recovering heat from exhaust gases to preheat the air, improving overall fuel efficiency.
Monitoring and Control Systems: Modern fired heaters are often equipped with automated monitoring and control systems for real-time management and efficiency tracking, ensuring consistent performance.

Shell and tube heat exchanger has a wide range of applications in chemical, petroleum, pharmaceutical, food, metallurgy, electric power and other industries. It can be used for heating, cooling, condensation, evaporation and other processes, is to realize the heat transfer and energy conversion of the important heat transfer equipment.
These heaters involve direct contact between the flame and the heating process. They typically have a burner that directly heats the tube through which the process fluid flows, resulting in a high efficiency of heat transfer. Direct-fired heaters are often used in processes where immediate, high temperatures are required, like in oil refineries.


In this type, the burner heats a medium (like water or oil), which then indirectly heats the process fluid via a heat exchanger. This setup allows for precise temperature control, minimizes contamination risk, and is often used in applications where it’s essential to avoid direct exposure of the process fluid to the combustion gases.
These are combined systems where heating happens in two stages. First, the process fluid is heated in the radiant section, where it absorbs heat directly from the flame. Then it moves to the convection section, where it gains additional heat from hot flue gases. This type of fired heater is common in hydrocarbon processing and is often designed to maximize heat recovery for higher efficiency.


Why Choose Gelanpetro for Fired Heaters?
Gelanpetro stands out as a leading provider of fired heaters, known for delivering high-quality, reliable, and eco-friendly solutions for industries such as petroleum, food processing, chemicals, and pharmaceuticals. Here’s why you should choose Gelanpetro for your heating needs:
Gelanpetro has earned the trust of some of the largest oil and gas corporations globally. Their products meet rigorous standards, backed by ISO, ASME, and CE certifications. This guarantees that Gelanpetro’s fired heaters and pressure vessels are manufactured to the highest standards, ensuring safety and optimal performance for any industrial application.


Processing & Test Flow for Gelanpetro Fired Heaters
Gelanpetro’s fired heaters are designed for precision, efficiency, and safety, with a well-structured process and rigorous testing flow to ensure that every unit meets the highest industry standards. The processing and test flow involves multiple stages, each contributing to the reliability and performance of the final product.

Thirty of the giant oil and gas corporations trust Gelan. ASME and ISO are the sources of their certificates. This demonstrates their excellence. Their heating furnaces and pressure vessels are of the highest caliber.
Gelan is the best pick for handling waste heat in an eco sustainable manner. They also assist oil refineries in reducing their power use. They improve CPU performance as a result. They are unparalleled in the production of industrial furnaces and pressure vessels.
Renewable energy and the earth are vital to Gelan. The future is their primary concern. Energy is readily accessible to all. Also, they offer electric fire place heaters, fire sense heaters, and fire sense heater patios. These secure tools are powered by renewable energy.
Gelan puts a lot of effort into making sure their items are superior to others and risk-free. They generate clean energy, which is vital for all. Picking Gelan will enable you to take control of your safety and quality. It demonstrates earthly awareness. It recommends using safe, long-lasting light bulbs.
Fired heaters, also known as process heaters or furnaces, are crucial in various industrial processes that require controlled heat. Here are four key applications:
A fired heater is an industrial device used to heat fluids, typically hydrocarbons or water, through direct or indirect heat exchange. It operates by burning fuel (such as natural gas or fuel oil) in a combustion chamber, generating hot gases that transfer heat to the fluid circulating through tubes or heat exchangers. This process is essential in various applications, including refining and petrochemical processes.
Fired heaters can use a variety of fuels, including natural gas, propane, fuel oil, and coal. The choice of fuel depends on availability, cost, and specific process requirements. Some heaters are also designed to utilize waste gases or biofuels, contributing to energy efficiency and sustainability.
Safety considerations for fired heaters include regular maintenance to prevent leaks, monitoring combustion efficiency to avoid hazardous emissions, and ensuring proper ventilation to manage heat and gas dispersion. Operators must also be aware of the risk of explosions and fires, so safety protocols and emergency shutdown systems are essential for protecting personnel and equipment.
The efficiency of a fired heater can be improved through several methods, such as optimizing combustion conditions (e.g., air-to-fuel ratio), utilizing flue gas heat recovery systems, and performing regular maintenance to ensure clean burners and heat exchangers. Additionally, incorporating advanced control systems can help monitor and adjust operating parameters for maximum efficiency.
Our Professional Project Manager will help you step by step. Welcome to compare price and Service
We do not share your personal information with third parties. By clicking the button, you consent to the processing of personal data.
Feel free to get in touch with us!
We are pleased to receive your letter and help you achieve your business goals. Fill in the form below to send us information or talk directly to our product experts by phone.
We will contact you within 1 hours, please pay attention to the email with the suffix “@gelanpetro.com”.