
Unleashing the Power of Waste Heat Boilers: A Game-Changer for Industrial Efficiency
In the ever-evolving landscape of industrial operations, efficiency and sustainability have become paramount. Companies are constantly





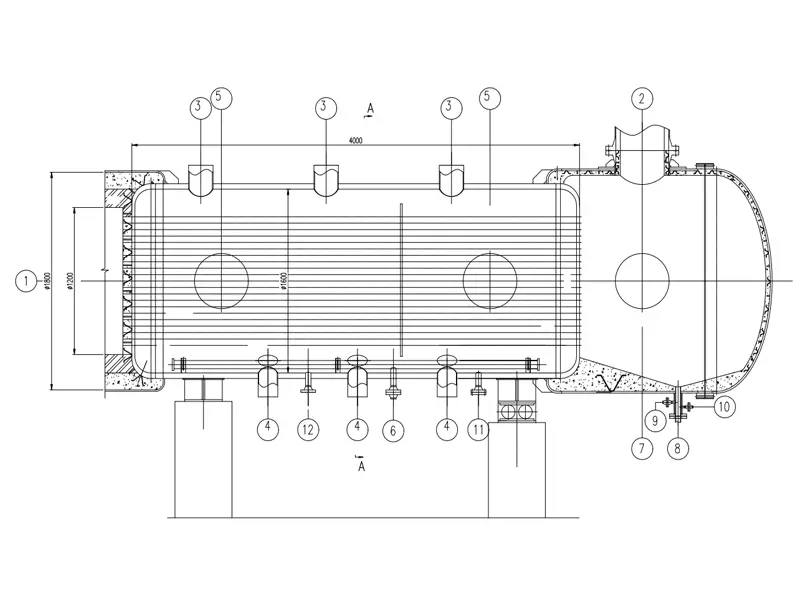

Coking plants produce a large amount of coking waste gas at 550-900°C during coking production. In order to further recover the coking waste gas
Automatic coke oven gas burner is adopted, where coke oven gas is burned inside or outside the waste heat boiler and then mixed with coking waste gas to form high temperature flue gas into the boiler for heat exchange to produce rated steam. Low cost, small footprint and high efficiency, environmental protection,
In factories, printing and dyeing, chemical and other industries in the production of toxic and hazardous gases, extremely harmful to the environment, these exhaust gases contain organic gases, sulfides, phenols, harmful gases, the general choice of incineration, the use of direct combustion furnace (TO furnace), regenerative combustion furnace (RTO), catalytic combustion furnace (RCO).
After incineration, the waste heat is recovered and cooled down to meet the temperature requirements of desulfurization and denitrification, which can realize the double role of environmental protection and energy saving.
Carbonaceous raw materials (anthracite coal, petroleum coke, etc.) are calcined at high temperature under the condition of air insulation is the first process of carbonaceous production, and the high temperature flue gas discharged in the process of calcination can be reused as waste heat. According to the actual situation of waste heat resources, our company has configured different specifications of waste heat steam boiler or waste heat organic heat carrier furnace. Energy saving, cost saving






In the ever-evolving landscape of industrial operations, efficiency and sustainability have become paramount. Companies are constantly

Fired heaters are great for heating large spaces like buildings, plants, or work zones, and they

If you need something to help warm up a vast space like a workshop, factory, or

Underground water tanks are a great way to store water while keeping your yard or space

A gasketed plate heat exchanger is a helpful tool that moves heat between two liquids using

Ethylene is used in many things, such as plastic and fuel. To make ethylene, you must

When big factories and power plants work, they make a lot of extra heat. Most of

Boilers make heat, but not all of that heat gets used. A lot of it goes

Heat is significant in machines and big systems. When heat moves fast, it saves power and
Buying a new furnace can cost a lot of money. But don’t worry, because there are